Christian Bleiel, vedoucí výroby komponentů společnosti ŠKODA AUTO, zdůrazňuje: „Efektivita našich motorů EA211 TSI EVO díky technicky inovativnímu nanášení pomocí plazmy dále vzroste. Tato vrstva snižuje třecí ztráty a tím i spotřebu paliva. Tato metoda navíc také vede k rovnoměrnějšímu rozdělení a lepšímu odvodu tepla ze spalovacího prostoru a optimalizuje tak tepelné namáhání motoru. Motory s vrstvou nanesenou pomocí plazmy v Mladé Boleslavi vyrábíme ve třísměnném provozu a montujeme je do vozů modelových řad FABIA, SCALA, OCTAVIA, KAMIQ a KAROQ.“
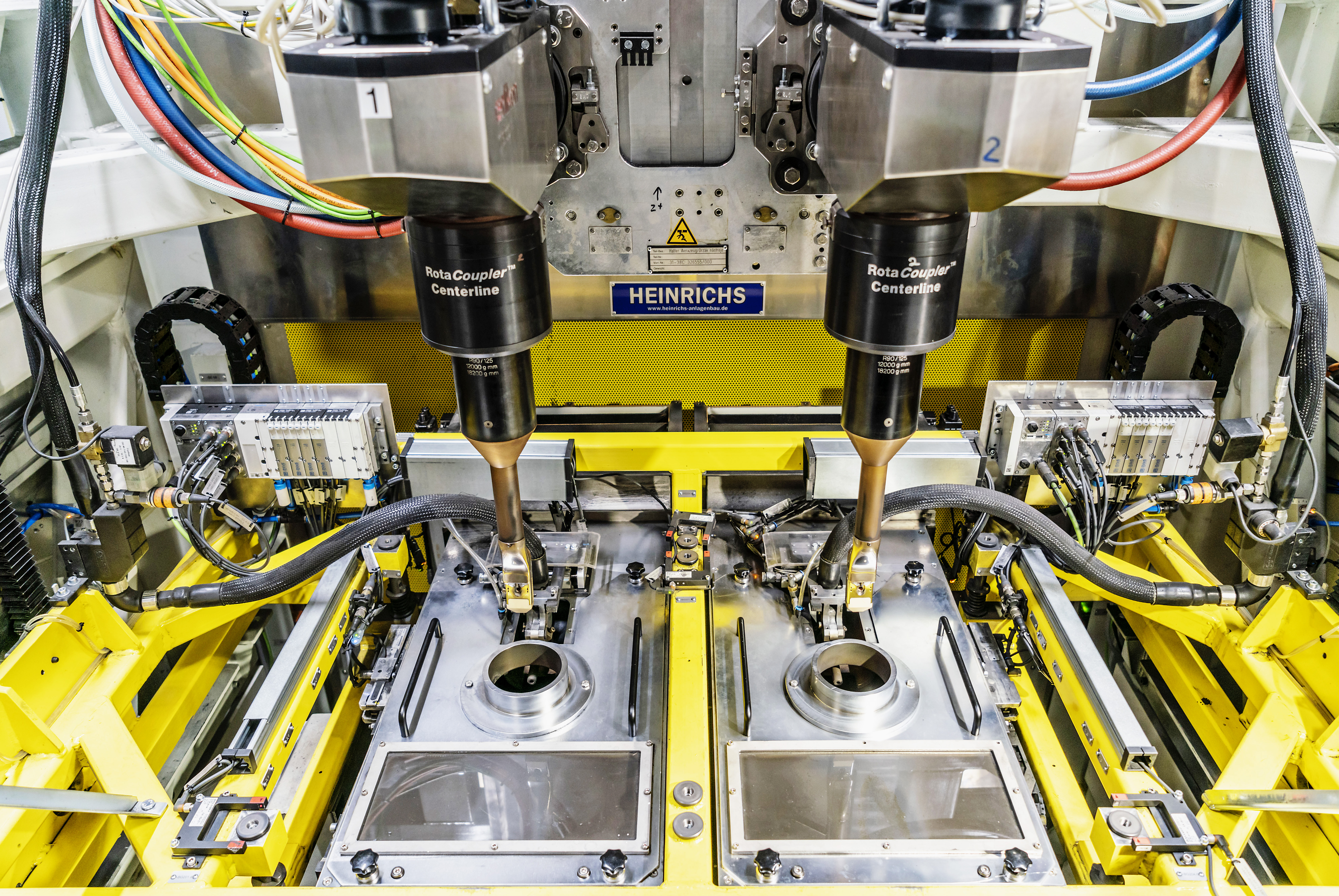
Motory s nanesenou vrstvou pomocí plazmy budou montovány i do vozů ŠKODA OCTAVIA e-TEC s technologií Mild Hybrid. Česká automobilka investovala 28,8 milionů euro, aby ve svém hlavním výrobním závodě integrovala do stávající výroby motorů novou obráběcí linku včetně dvou speciálních zařízení pro nanášení povrchové vrstvy pomocí plazmy, z nichž každé je vybaveno dvěma hořáky. Celková modernizace výroby motorů společnost ŠKODA AUTO si vyžádala investici ve výši 69,1 milionů euro.
V průběhu výrobního procesu na obráběcí lince se spalovací prostory bloku motoru nejprve vysoustruží. Následně funkční plochy válců zdrsní laser o výkonu 1500 Wattů, čímž se zajistí dokonalá přilnavost materiálu nanášeného pomocí plazmy. Laserový paprsek na jednom milimetru vytvoří deset drážek o průměrné hloubce 40 mikrometrů. Tato operace probíhá v ochranné dusíkové atmosféře, aby bylo možné optiku laseru chránit před nečistotami a zajistit tak potřebnou míru preciznosti.
Jako plazmový plyn je použita směs vodíku s argonem. Hořákem prochází 4,5 l vodíku za minutu a vzniklá plazma dosahuje teploty až 15 000 °C. Do plazmy je přiváděna směs jemně rozemleté oceli (prášku) obsahující železo, uhlík, křemík, mangan a další potřebné prvky. Velikost zrn prášku se pohybuje do 50 µm. Po aplikaci na stěny válců vytvoří roztavený prášek vrstvu silnou zhruba 250 mikrometrů. Při následném obrábění válců, takzvaném honování, se tato vrstva zredukuje na 150 mikrometrů. Pro srovnání: stěny dosavadních vložek válců jsou silné čtyři milimetry.
Během výrobního procesu je každý válec za účelem kontroly kvality několikrát přeměřen. Optické měřicí přístroje přitom nejprve změří zdrsněný povrch, druhé měření následuje po nanesení plazmy. Následně se struktura plazmy prověřuje pomocí vířivých proudů.