Christian Bleiel, Leiter Komponentenfertigung bei ŠKODA AUTO, betont: „Die Effizienz unserer EA211 TSI EVO-Motoren steigt mit der technisch hochinnovativen Plasmabeschichtung noch weiter. Sie senkt die Reibungsverluste und somit auch den Kraftstoffverbrauch. Zudem erzielen wir durch diese Maßnahme eine gleichmäßigere Verteilung und eine bessere Ableitung der Hitze im Brennraum und optimieren so die thermische Belastung. Die Motoren mit Plasmabeschichtung produzieren wir in Mladá Boleslav im Dreischichtbetrieb und verbauen sie in Fahrzeugen der Modellreihen FABIA, SCALA, OCTAVIA, KAMIQ und KAROQ.“
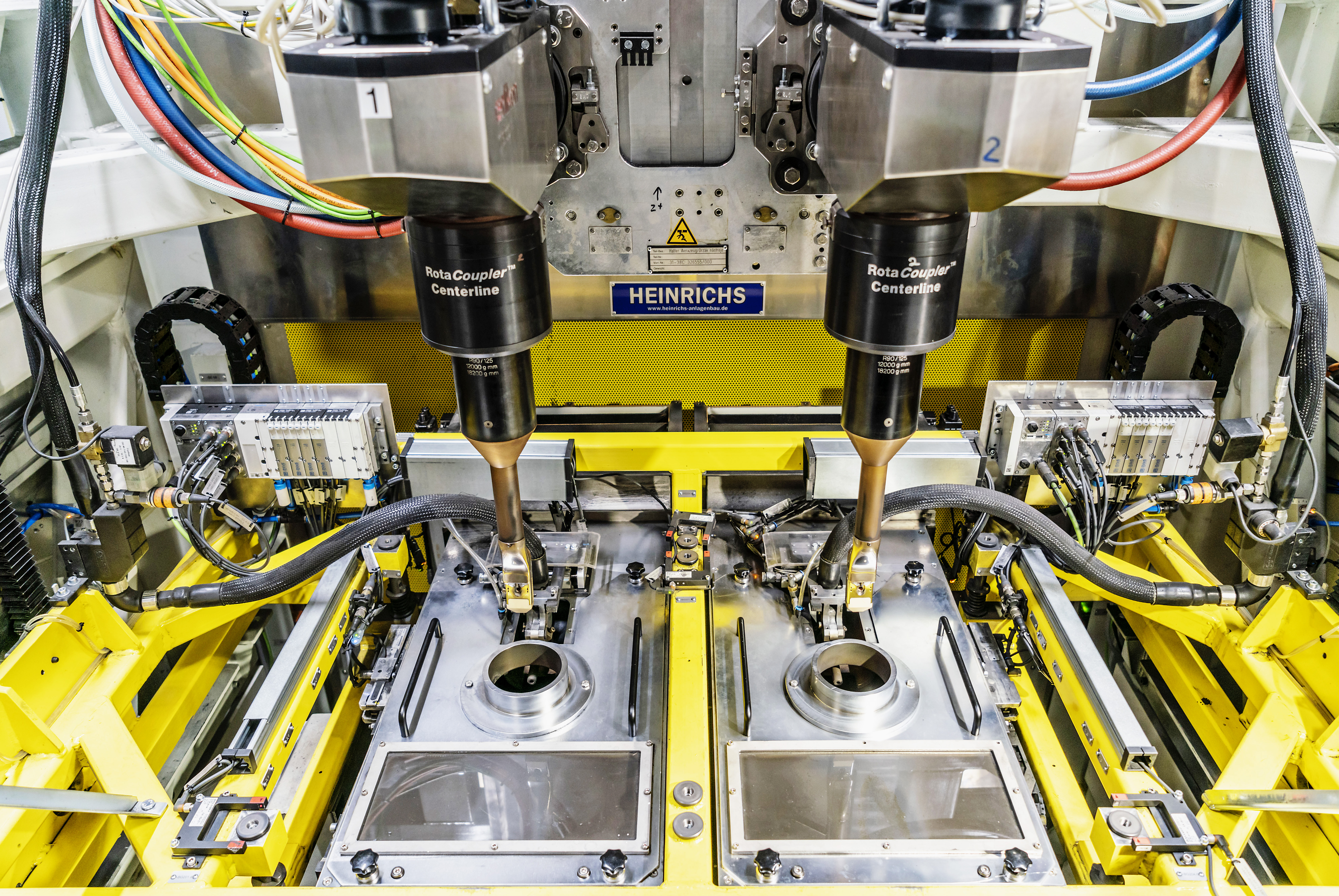
Damit kommen die Motoren mit Plasmabeschichtung auch im ŠKODA OCTAVIA e-TEC mit Mild-Hybrid-Technologie zum Einsatz. Für die Plasmabeschichtung hat der tschechische Automobilhersteller die Motorenfertigung in seinem Stammwerk um eine Montagelinie mit zwei speziellen Vorrichtungen erweitert, die jeweils über zwei Brenner verfügen. Die Höhe der dafür getätigten Investitionen beläuft sich auf 28,8 Millionen Euro, insgesamt hat ŠKODA AUTO seine Motorenfertigung für 69,1 Millionen Euro modernisiert.
Im Laufe des Fertigungsprozesses werden in der Bearbeitungslinie zunächst die Brennräume des Motorblocks abgedreht. Anschließend raut ein 1.500 Watt starker Laser die Funktionsflächen auf und stellt so die optimale Haftung der Plasmaschicht sicher. Dabei erzeugt der Laserstrahl pro Millimeter jeweils zehn Rillen mit einer durchschnittlichen Tiefe von 40 Mikrometern. Dieser Arbeitsschritt findet unter einer Schutzatmosphäre aus Nitrogen statt, um die Optik des Lasers absolut frei von Verunreinigungen zu halten und den nötigen Grad an Präzision zu gewährleisten.
Als Plasmagas dient eine Mischung aus Wasserstoff und Argon, der Bedarf an Wasserstoff liegt während des Brennvorgangs bei 4,5 Litern pro Minute. Das Plasma erreicht eine Temperatur von bis zu 15 000 Grad Celsius und wird mit verschiedenen, zu feinem Pulver zermahlenen Stählen versetzt. Zu den Bestandteilen dieses Pulvers zählt neben Eisen auch Kohlenstoff, Silizium, Mangan sowie weitere nötige Elemente. Die einzelnen Pulverkörner haben dabei eine Größe von bis zu 50 Mikrometern. Wird es auf die Zylinderwände gesprüht, bildet das geschmolzene Pulver eine Schicht mit einer Stärke von ungefähr 250 Mikrometern. Bei der abschließenden Bearbeitung des Zylinders, dem sogenannten Honen, wird diese Schicht auf 150 Mikrometer abgetragen. Zum Vergleich: Die Wandstärke herkömmlicher Zylinderlaufbuchsen liegt bei vier Millimetern.
Im Laufe des Fertigungsprozesses wird jeder Zylinder mehrmals automatisch vermessen, um die Qualität zu kontrollieren. Dabei erfassen optische Messgeräte zunächst die vom Laser aufgeraute Oberfläche, bevor nach dem Aufbringen des Plasmas eine zweite Messung folgt. Abschließend wird die Struktur der Plasmaschicht mit dem Wirbelstrom geprüft.